
Part 2 of our NDT and UV Technology Series
In our previous blog, we explored how UV lamps transform Magnetic Particle Inspection into a highly sensitive defect detection method. Today, we're examining another critical non-destructive testing technique where UV technology plays an equally vital role: Fluorescent Penetrant Testing (FPT), also known as Liquid Penetrant Inspection (LPI).
While MPI is limited to ferromagnetic materials, penetrant testing opens defect detection to virtually any non-porous material, including aluminum, titanium, ceramics, plastics, and even glass. This versatility, combined with exceptional sensitivity when using fluorescent penetrants and UV lamps, makes FPT one of the most widely used NDT methods across industries worldwide.
Understanding Fluorescent Penetrant Testing
Fluorescent Penetrant Testing relies on a fundamental physical property: liquids flow into tiny gaps and openings. When inspectors apply a specially designed fluorescent penetrant to a part's surface, it makes visible surface defects—such as cracks and porous areas—that would otherwise be impossible to see with the unaided eye.
The FPT Process
The inspection follows a carefully controlled sequence:
- Pre-cleaning - The surface must be thoroughly cleaned to remove contaminants that could block defects or interfere with penetrant action
- Penetrant application - Fluorescent penetrant is applied generously to the surface and given dwell time (typically 5-30 minutes) to seep into any surface-breaking discontinuities
- Excess removal - Excess penetrant is carefully removed from the surface, leaving only the penetrant that has entered the defects
- Developer application - A white developer coating is applied, acting like a blotter to draw penetrants back out of defects, creating larger, more visible indications
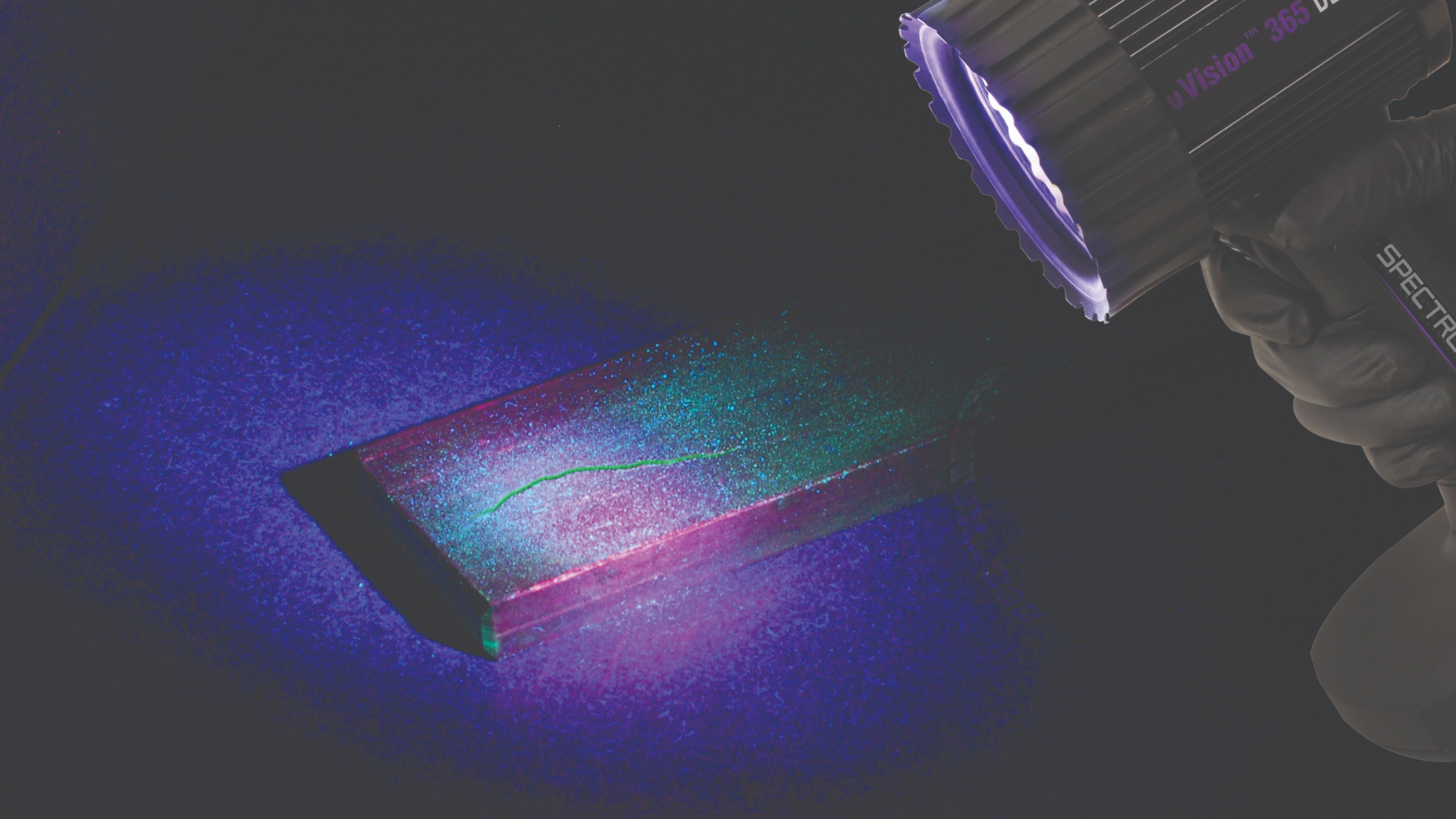
- UV inspection - Under UV-A light in a darkened area, trapped penetrant fluoresces brilliantly, revealing even the tiniest cracks
Why Fluorescent Penetrants Outperform Visible Dye
While visible red dye penetrants exist and work under white light, fluorescent penetrant testing with UV lamps offers significantly superior sensitivity. The contrast between the bright yellow-green fluorescent indications and the dark background under UV light is dramatically higher than red dye against white developer under visible light.
This enhanced contrast allows inspectors to detect:
- Finer cracks and tighter discontinuities
- Defects in complex geometries where shadows might hide visible dye indications
- Multiple small indications that might blend under visible light
- Subtle linear indications that could indicate fatigue cracking
The UV-A Lamp Connection
Just as with Magnetic Particle Inspection, UV lamps are the enabling technology that makes fluorescent penetrant testing so effective. The same UV-A wavelength range (320-400nm, peaking around 365nm) excites fluorescent dyes in the penetrant, causing them to emit visible light that's far brighter than the background.
Critical UV Lamp Requirements for FPT
Industry standards such as ASTM E1417 and aerospace specifications establish strict requirements for UV lamp performance in penetrant testing:
Minimum UV-A Intensity: At least 1000 μW/cm² at the inspection surface, though many specifications require 1500 μW/cm² or higher for critical applications
Maximum Visible Light: Ambient white light must be controlled to 20 lux or less to maintain the contrast necessary for detecting fine indications
Wavelength Accuracy: Lamps must emit primarily in the UV-A range without excessive UV-B or UV-C output that could be harmful or damage materials
Uniform Coverage: For large components, UV intensity should be reasonably uniform across the entire inspection area
Spectro-UV Solutions for Penetrant Testing
Manufacturers like Spectro-UV® produce specialized UV lamps designed specifically for the demands of fluorescent penetrant inspection:
High-Intensity Inspection Lamps: These provide powerful, uniform UV coverage for inspecting large components like aircraft panels, turbine housings, or structural welds
Portable UV Units: Battery-powered handheld lamps enable field inspections and access to confined spaces where line power isn't available
LED UV-A Technology: Modern LED-based UV sources offer instant-on capability, longer operational life (50,000+ hours vs. 1,000 hours for traditional bulbs), and more stable intensity over time
Inspection Booths: Complete inspection stations with integrated UV lighting, designed to maintain proper darkroom conditions and optimal viewing angles
Calibration and Quality Control
The reliability of fluorescent penetrant testing depends heavily on maintaining proper UV lamp performance. This requires regular monitoring and documentation:
Pre-Inspection Verification: Before each inspection session, inspectors use UV light meters to verify adequate intensity at the work surface
Warm-Up Requirements: Mercury vapor UV lamps typically require 5-15 minutes to reach stable output, while LED lamps are ready instantly
Periodic Calibration: UV meters themselves require periodic calibration against NIST-traceable standards
Lamp Replacement: Bulbs must be replaced on a schedule based on operating hours or when intensity drops below required minimums
Documentation: All UV intensity measurements should be recorded as part of inspection quality records
Real-World Applications
The combination of fluorescent penetrants and UV lamp technology serves critical functions across diverse industries:
Aerospace Manufacturing and Maintenance: Inspection of aluminum airframe components, titanium engine parts, turbine blades, and composite structures. Many aerospace specifications mandate fluorescent penetrant testing for safety-critical components.
Additive Manufacturing: 3D-printed metal parts often require penetrant testing to detect porosity, incomplete fusion, or surface cracks that could compromise performance.
Welding Inspection: Fluorescent penetrant testing reveals surface cracks, incomplete fusion, and other weld defects in both ferrous and non-ferrous materials.
Automotive and Racing: High-performance engine components, suspension parts, and safety-critical assemblies undergo routine penetrant testing.
Power Generation: Turbine components, heat exchangers, pressure vessels, and piping systems benefit from the ability to inspect various alloys and materials.
Manufacturing Quality Control: From castings to forgings to machined components, fluorescent penetrant testing provides economical, sensitive defect detection during production.
Advantages Over Other NDT Methods
Fluorescent penetrant testing with UV lamps offers several unique advantages:
Material Versatility: Unlike MPI (ferromagnetic only) or eddy current (conductive materials only), FPT works on any non-porous material
Surface Sensitivity: Extremely sensitive to tight, fine cracks and discontinuities that open to the surface
Simplicity: The method is relatively straightforward to learn and apply compared to ultrasonic or radiographic testing
Portability: Complete penetrant inspection systems, including UV lamps, can be easily transported for field inspections
Cost-Effectiveness: Equipment costs are modest compared to other NDT methods, making it accessible for small shops and large operations alike
Immediate Results: Indications are visible immediately under UV light; no image development or data processing required
Limitations and Considerations
While powerful, fluorescent penetrant testing does have limitations, inspectors must understand:
- Only detects defects that break the surface; subsurface flaws remain invisible
- Surface porosity or roughness can create false indications
- Proper surface preparation is critical, contamination can block defects
- The method requires multiple process steps and dwell times
- Chemical compatibility with the component material must be verified
- Proper waste disposal is required for used penetrants, removers, and developers
The Human Factor: Training and Certification
Even with the best UV lamps and penetrant systems, inspection quality ultimately depends on trained, certified personnel. Inspectors must understand:
- Proper process control and timing
- How to interpret indications versus false signals
- The effects of surface condition on inspection results
- Technique variations for different materials and geometries
- When UV intensity or darkroom conditions are inadequate
Most industries require inspectors to be certified to standards like ASNT SNT-TC-1A or NAS 410, which include specific training on fluorescent penetrant testing procedures and UV lamp operation.
The Future: LED Technology and Innovation
The NDT industry is witnessing a transition from traditional mercury vapor UV lamps to LED-based UV-A sources. This evolution brings significant benefits:
Instant Readiness: No warm-up time required, improving inspection efficiency
Longer Life: LED UV sources can operate for 50,000+ hours versus 1,000 hours for traditional bulbs
Consistent Output: LED intensity remains stable throughout the lamp's life rather than gradually degrading
Lower Heat Generation: Cooler operation improves inspector comfort and reduces thermal effects on inspected parts
Environmental Benefits: No mercury disposal concerns associated with traditional bulbs
Durability: Solid-state construction is more resistant to shock and vibration in field environments
Companies like Spectro-UV are at the forefront of this transition, developing LED UV-A technology that meets or exceeds the performance of traditional lamps while providing these additional benefits.
Conclusion: The Essential Role of UV Technology
Fluorescent penetrant testing exemplifies how the right technology combination, in this case, specially formulated fluorescent dyes and precision UV-A lamps, can reveal what would otherwise remain hidden. The method's versatility, sensitivity, and cost-effectiveness have made it indispensable across manufacturing and maintenance operations worldwide.
Quality UV lamps from manufacturers like Spectro-UV aren't just accessories in this process, they're fundamental enablers. Without proper UV-A intensity and wavelength characteristics, even the best penetrant systems cannot perform to their full potential. Conversely, with properly maintained UV lamps and adherence to inspection standards, fluorescent penetrant testing can detect flaws measuring just a few microns wide.
As we’ve seen in both Magnetic Particle Inspection and Fluorescent Penetrant Testing, UV lamp technology serves as a critical bridge between chemical or physical processes that trap at defect locations and the human inspector who must identify and evaluate those indications. In the world of non-destructive testing, proper illumination quite literally means the difference between seeing and missing defects that could compromise safety and performance.
This is Part 2 in our series on UV Technology in Non-Destructive Testing. Read Part 1: The Critical Role of UV Lamps in Magnetic Particle Inspection to learn how UV technology enables another essential NDT method.

{kind=link}
Leave a comment
เว็บไซต์นี้ได้รับการคุ้มครองโดย hCaptcha และมีการนำนโยบายความเป็นส่วนตัวของ hCaptcha และข้อกำหนดในการใช้บริการมาใช้