
In industries where safety is paramount (aerospace, oil and gas, automotive manufacturing) invisible cracks in metal components can lead to catastrophic failures. A tiny fracture in an aircraft landing gear or a hairline crack in a pipeline might be impossible to see with the naked eye yet could result in disaster. This is where Magnetic Particle Inspection (MPI) becomes essential, and when combined with UV lamp technology, it transforms into one of the most sensitive defect detection methods available.
𝗪𝗵𝗮𝘁 𝗶𝘀 𝗠𝗮𝗴𝗻𝗲𝘁𝗶𝗰 𝗣𝗮𝗿𝘁𝗶𝗰𝗹𝗲 𝗜𝗻𝘀𝗽𝗲𝗰𝘁𝗶𝗼𝗻?
Magnetic Particle Inspection is a non-destructive testing (NDT) method used to detect surface and near-surface defects in ferromagnetic materials such as iron, steel, nickel, and cobalt. The principle is elegantly simple yet remarkably effective.
The process works by magnetizing a component, either through an electric current or permanent magnet, creating magnetic flux lines throughout the material. Fine iron oxide particles: either as dry powder or suspended in liquid; are then applied to the surface. When cracks or discontinuities interrupt the magnetic field, the flux "leaks" at the surface, creating localized magnetic poles that attract the particles. These accumulations make defects visible to inspectors.
𝗧𝗵𝗲 𝗙𝗹𝘂𝗼𝗿𝗲𝘀𝗰𝗲𝗻𝘁 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲
While traditional MPI using visible particles (typically black or red-brown powder) works well for many applications, fluorescent magnetic particle inspection takes sensitivity to another level. Fluorescent particles are coated with special dyes that emit bright visible light when exposed to ultraviolet radiation. This creates a dramatic contrast that makes even the tiniest defects stand out against the dark background.
The difference is striking: fluorescent indications can be 10 to 100 times brighter than the background surface, allowing inspectors to detect defects that might otherwise go unnoticed. This enhanced sensitivity can literally be the difference between catching a critical flaw and missing it entirely.
𝗘𝗻𝘁𝗲𝗿 𝗨𝗩-𝗔 𝗧𝗲𝗰𝗵𝗻𝗼𝗹𝗼𝗴𝘆: 𝗧𝗵𝗲 𝗞𝗲𝘆 𝘁𝗼 𝗦𝗲𝗲𝗶𝗻𝗴 𝘁𝗵𝗲 𝗜𝗻𝘃𝗶𝘀𝗶𝗯𝗹𝗲
This is where specialized UV lamps, such as those manufactured by Spectro-UV, become indispensable. These aren't ordinary black lights, they're precision-engineered tools designed specifically for NDT applications.
𝗧𝗵𝗲 𝗦𝗰𝗶𝗲𝗻𝗰𝗲 𝗕𝗲𝗵𝗶𝗻𝗱 𝘁𝗵𝗲 𝗚𝗹𝗼𝘄
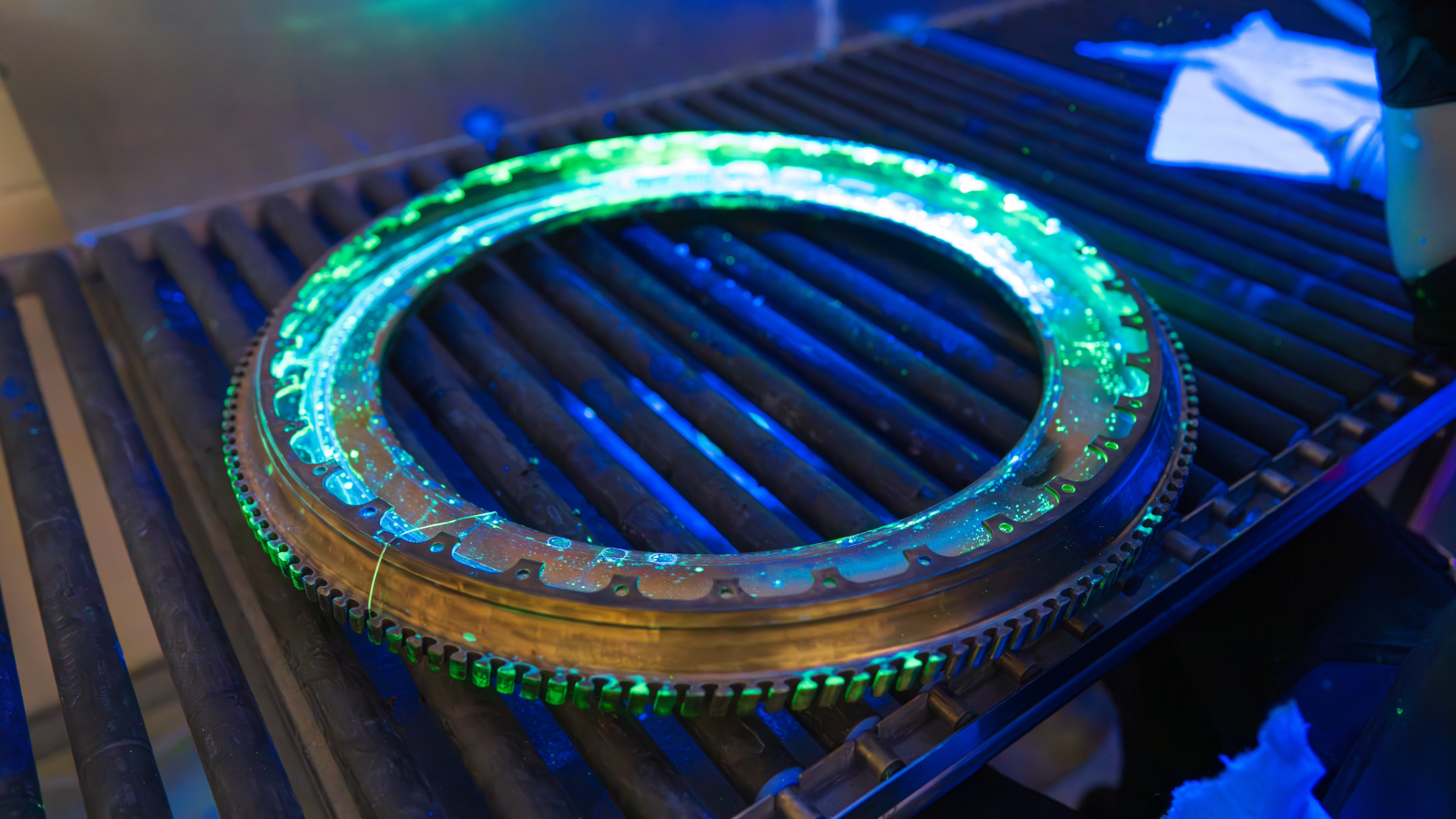
UV lamps used in MPI emit light in the UV-A range, typically between 320 and 400 nanometers, with peak output around 365nm. This specific wavelength is crucial because it effectively excites fluorescent dyes to emit that characteristic bright yellow-green glow, making defect indications pop against the dark inspection surface.
The inspection is performed in darkened areas where ambient light is carefully controlled. Under these conditions, when the UV lamp illuminates the magnetized part covered with fluorescent particles, any cracks or defects become immediately apparent as brilliant glowing lines or indications.
𝗡𝗼𝘁 𝗝𝘂𝘀𝘁 𝗔𝗻𝘆 𝗨𝗩 𝗟𝗮𝗺𝗽 𝗪𝗶𝗹𝗹 𝗗𝗼
Quality and performance matter significantly in NDT applications. Industry standards like ASTM E1444 establish strict requirements for UV lamp intensity and performance. Inspectors must verify that UV-A intensity at the work surface meets minimum thresholds - typically at least 1000 μW/cm². Insufficient UV intensity can result in dim indications that inspectors might miss, potentially allowing defective components to remain in service.
Equally important is minimizing visible white light contamination during inspection. Standards typically require that ambient white light be kept below 20 lux to maintain the contrast necessary for detecting subtle defect indications.
𝗦𝗽𝗲𝗰𝘁𝗿𝗼-𝗨𝗩 𝗮𝗻𝗱 𝗠𝗼𝗱𝗲𝗿𝗻 𝗜𝗻𝘀𝗽𝗲𝗰𝘁𝗶𝗼𝗻 𝗦𝗼𝗹𝘂𝘁𝗶𝗼𝗻𝘀
Manufacturers like Spectro-UV have developed a range of UV lamp solutions specifically for the demanding requirements of magnetic particle inspection:
• 𝗛𝗮𝗻𝗱𝗵𝗲𝗹𝗱 𝗯𝗮𝘁𝘁𝗲𝗿𝘆-𝗽𝗼𝘄𝗲𝗿𝗲𝗱 𝘂𝗻𝗶𝘁𝘀 provide portability for field inspections and hard-to-reach areas
• 𝗛𝗶𝗴𝗵-𝗶𝗻𝘁𝗲𝗻𝘀𝗶𝘁𝘆 𝗳𝗹𝗼𝗼𝗱 𝗹𝗮𝗺𝗽𝘀 deliver powerful, uniform UV coverage for inspecting large components
• 𝗟𝗘𝗗 𝗨𝗩-𝗔 𝘀𝗼𝘂𝗿𝗰𝗲𝘀 represent newer technology offering longer life, instant-on capability, and more consistent output over time
• 𝗖𝗼𝗺𝗯𝗶𝗻𝗮𝘁𝗶𝗼𝗻 𝘃𝗶𝘀𝗶𝗯𝗹𝗲/𝗨𝗩 𝗶𝗻𝘀𝗽𝗲𝗰𝘁𝗶𝗼𝗻 𝗹𝗶𝗴𝗵𝘁𝘀 allow inspectors to switch between inspection modes
These specialized lamps are built to withstand industrial environments while maintaining the precise wavelength and intensity characteristics required for reliable inspections.
𝗥𝗲𝗮𝗹-𝗪𝗼𝗿𝗹𝗱 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
The combination of MPI and UV lamp technology plays a vital role across numerous industries:
𝗔𝗲𝗿𝗼𝘀𝗽𝗮𝗰𝗲: Inspection of aircraft landing gear, engine components, and structural elements where defects could have catastrophic consequences
𝗔𝘂𝘁𝗼𝗺𝗼𝘁𝗶𝘃𝗲: Quality control of crankshafts, axles, transmission components, and welds in high-performance and safety-critical parts
𝗢𝗶𝗹 𝗮𝗻𝗱 𝗚𝗮𝘀: Pipeline integrity inspections, pressure vessel examinations, and drilling equipment maintenance
𝗠𝗮𝗻𝘂𝗳𝗮𝗰𝘁𝘂𝗿𝗶𝗻𝗴: Production line quality control ensuring components meet specifications before assembly
𝗣𝗼𝘄𝗲𝗿 𝗚𝗲𝗻𝗲𝗿𝗮𝘁𝗶𝗼𝗻: Turbine blade inspections, pressure vessel monitoring, and structural component evaluation
𝗧𝗵𝗲 𝗜𝗺𝗽𝗼𝗿𝘁𝗮𝗻𝗰𝗲 𝗼𝗳 𝗣𝗿𝗼𝗽𝗲𝗿 𝗘𝗾𝘂𝗶𝗽𝗺𝗲𝗻𝘁 𝗠𝗮𝗶𝗻𝘁𝗲𝗻𝗮𝗻𝗰𝗲
UV lamps don't maintain their intensity indefinitely. Bulbs degrade over time, and their output decreases even when they still produce visible light. This is why regular calibration and verification are essential.
Inspectors use specialized UV light meters to verify adequate intensity at the work surface before each inspection session. They also check that lamps have been properly warmed up (usually 5-15 minutes depending on the lamp type) to reach stable output. These quality control measures ensure that inspections remain reliable, and defects aren't missed due to equipment issues.
𝗖𝗼𝗻𝗰𝗹𝘂𝘀𝗶𝗼𝗻: 𝗜𝗹𝗹𝘂𝗺𝗶𝗻𝗮𝘁𝗶𝗻𝗴 𝗦𝗮𝗳𝗲𝘁𝘆
The marriage of magnetic particle inspection and UV lamp technology represents a perfect example of how specialized tools enable critical safety functions. While MPI provides the method for gathering magnetic particles at defect locations, it's the UV lamp that makes those indications visible to human inspectors with the sensitivity needed to catch even minute flaws.
In industries where component failure isn't an option, investing in quality UV lamps from manufacturers like Spectro-UV and maintaining them according to industry standards isn't just good practice, it's an essential component of a comprehensive safety program. After all, you can't fix a defect you can't see, and in safety-critical applications, what you can't see can hurt you.
The next time you board an aircraft or drive across a bridge, remember that invisible beneath the surface, fluorescent particles and UV light may have played a role in ensuring those structures are safe and sound.
{kind=link}
Laisser un commentaire
Ce site est protégé par hCaptcha, et la Politique de confidentialité et les Conditions de service de hCaptcha s’appliquent.